服务项目
最新动态
 首页 > 服务项目 > 压力容器制造许可证 > 焊缝返修工艺守则
首页 > 服务项目 > 压力容器制造许可证 > 焊缝返修工艺守则压力容器制造许可证:焊缝返修工艺守则
1 总则
本守则是适用于我厂碳素结构钢、低合金结构钢和不锈钢制造的一、二类压力容器焊缝返修的通用性技术文件,在设备的制造、检修中必须严格执行。
2 经检验,焊缝表面有裂纹、气孔、收尾处大于0.5mm的弧坑、深度大于0.5mm的咬边等缺陷;焊缝内部有超过探伤标准的缺陷;以及接头的机械性能达不到要求时,均应进行返修。
3 同一部位的返修次数一般不应超过二次,对经过二次返修仍不合格的焊缝,如需再进行返修,需经质量保证工程师批准,并作出是否对返修部位进行硬度检测与热处理决定应将返修次数、部位和无损探伤等结果汇入容器质量证明书中。
4 要求焊后热处理的容器,应在热处理前返修,如在热处理后还需返修时,返修后应再进行热处理。
5 返修前应根据质量检验结果,由焊接责任工程师组织有关人员认真分析确定性质,找出原因,一般缺陷可按原焊接工艺和本守则的有关规定进行,若是重大缺陷应根据原焊接工艺制定详细的返修工艺。
6 缺陷的清除,根据设备缺陷部位和大小等情况,可分别采取碳弧气刨、手工铲磨、机械加工和气割等方法来清除。
6.1 碳弧气刨:采用碳弧气刨清除缺陷时,可根据《碳弧气刨工艺守则》的有关规定进行。
6.2 手工铲磨:凡是对冷裂纹敏感σb>540MPa的普通低合金结构钢、高合金铬钼钢,耐腐蚀性能要求高的不锈钢,当存在有表面缺陷和少量内部缺陷时,可使用电动砂轮,清除缺陷并修磨坡口,返修部位表面要圆滑,不能有尖锐棱角。
6.3 机械加工:焊缝内部存在大量缺陷或焊接接头性能不合格时,在几何尺寸允许的情况下,可在机床上进行机械加工来清除返修焊缝。此法可把返修坡口均匀加工出来,能保证组装间隙的要求,有利于焊工施焊。
6.4 气割:若整条焊缝需返修,可用气割将其割开,并割出坡口,再用砂轮修磨平齐,对于易淬火的低合金高强钢等钢材,应将其坡口打磨出金属光泽,着色检查无缺陷后才能预热重新组装焊接。
7 对于个别的缺陷怀疑是否清理干净,可在焊补前进行一次X射线检查,查看缺陷是否被清除干净。
8 补焊工艺
8.1 补焊所用焊接材料和焊接工艺应与设备焊接时相同。
8.2 对于要求预热的材质,返修时的预热温度要比设备焊接时的预热温度高30-50℃,返修过程应始终保持不低于此温度,返修后应缓冷。
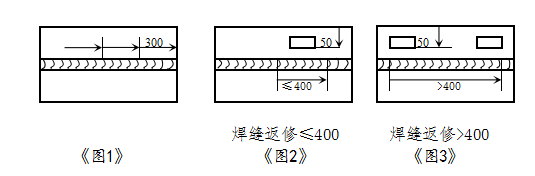
8.3 手工电弧焊补焊时,宜采用多层多道焊,小电流快速不摆动焊法,第一层的焊接电流可大些以保证焊透;不允许用单道焊及大电流、慢速、横向摆动法焊接。当返修长度超过1m时,应采用逆向分段法焊接如《图1》所示。
8.4 严格控制层间温度,注意起弧与收弧处的质量。每道焊缝的起弧、收弧处应错开。每焊一层应仔细检查,确定无缺陷后,再焊下一层。
8.5 返修后不需要热处理的焊件,在焊接过程中可用锤击焊缝法释放应力,减少焊接应力。
8.6 返修部位的焊缝必须修磨表面,使其外形与原焊缝基本一致,并按原焊缝的探伤要求进行严格检验。如发现不允许的缺陷,应重新修补。补焊的次数应符合规定要求。
9 返修合格后,焊工应在修补焊缝一侧50mm处,打上焊工代号钢印,其位置是:当修补焊缝长度≤400mm时,打印在焊缝中间,当修补焊缝长度>400mm时,打在两端如《图2》所示。
本守则是适用于我厂碳素结构钢、低合金结构钢和不锈钢制造的一、二类压力容器焊缝返修的通用性技术文件,在设备的制造、检修中必须严格执行。
2 经检验,焊缝表面有裂纹、气孔、收尾处大于0.5mm的弧坑、深度大于0.5mm的咬边等缺陷;焊缝内部有超过探伤标准的缺陷;以及接头的机械性能达不到要求时,均应进行返修。
3 同一部位的返修次数一般不应超过二次,对经过二次返修仍不合格的焊缝,如需再进行返修,需经质量保证工程师批准,并作出是否对返修部位进行硬度检测与热处理决定应将返修次数、部位和无损探伤等结果汇入容器质量证明书中。
4 要求焊后热处理的容器,应在热处理前返修,如在热处理后还需返修时,返修后应再进行热处理。
5 返修前应根据质量检验结果,由焊接责任工程师组织有关人员认真分析确定性质,找出原因,一般缺陷可按原焊接工艺和本守则的有关规定进行,若是重大缺陷应根据原焊接工艺制定详细的返修工艺。
6 缺陷的清除,根据设备缺陷部位和大小等情况,可分别采取碳弧气刨、手工铲磨、机械加工和气割等方法来清除。
6.1 碳弧气刨:采用碳弧气刨清除缺陷时,可根据《碳弧气刨工艺守则》的有关规定进行。
6.2 手工铲磨:凡是对冷裂纹敏感σb>540MPa的普通低合金结构钢、高合金铬钼钢,耐腐蚀性能要求高的不锈钢,当存在有表面缺陷和少量内部缺陷时,可使用电动砂轮,清除缺陷并修磨坡口,返修部位表面要圆滑,不能有尖锐棱角。
6.3 机械加工:焊缝内部存在大量缺陷或焊接接头性能不合格时,在几何尺寸允许的情况下,可在机床上进行机械加工来清除返修焊缝。此法可把返修坡口均匀加工出来,能保证组装间隙的要求,有利于焊工施焊。
6.4 气割:若整条焊缝需返修,可用气割将其割开,并割出坡口,再用砂轮修磨平齐,对于易淬火的低合金高强钢等钢材,应将其坡口打磨出金属光泽,着色检查无缺陷后才能预热重新组装焊接。
7 对于个别的缺陷怀疑是否清理干净,可在焊补前进行一次X射线检查,查看缺陷是否被清除干净。
8 补焊工艺
8.1 补焊所用焊接材料和焊接工艺应与设备焊接时相同。
8.2 对于要求预热的材质,返修时的预热温度要比设备焊接时的预热温度高30-50℃,返修过程应始终保持不低于此温度,返修后应缓冷。
8.3 手工电弧焊补焊时,宜采用多层多道焊,小电流快速不摆动焊法,第一层的焊接电流可大些以保证焊透;不允许用单道焊及大电流、慢速、横向摆动法焊接。当返修长度超过1m时,应采用逆向分段法焊接如《图1》所示。
8.4 严格控制层间温度,注意起弧与收弧处的质量。每道焊缝的起弧、收弧处应错开。每焊一层应仔细检查,确定无缺陷后,再焊下一层。
8.5 返修后不需要热处理的焊件,在焊接过程中可用锤击焊缝法释放应力,减少焊接应力。
8.6 返修部位的焊缝必须修磨表面,使其外形与原焊缝基本一致,并按原焊缝的探伤要求进行严格检验。如发现不允许的缺陷,应重新修补。补焊的次数应符合规定要求。
9 返修合格后,焊工应在修补焊缝一侧50mm处,打上焊工代号钢印,其位置是:当修补焊缝长度≤400mm时,打印在焊缝中间,当修补焊缝长度>400mm时,打在两端如《图2》所示。
想了解更多的关于压力容器制造许可证信息可以经常关注我们
【相关文章】
