服务项目
最新动态
 首页 > 服务项目 > 压力容器制造许可证 > 压力容器筒节的卷制成形
首页 > 服务项目 > 压力容器制造许可证 > 压力容器筒节的卷制成形压力容器生产制造许可证(资质):压力容器筒节的卷制成形
单层卷焊压力容器的筒节,由钢板经划线、下料(如钢板幅面不够,还要先由小板拼焊成大板)后,在卷板机上卷制成形。这种结构由于制造工艺与工装简单,生产效率高,适用范围广质量可靠,不仅获得最广泛的应用,也成为其他多种结构(如多层包扎、套合、钢带错绕等)压力容器筒节或圆筒体成形的基础。
卷制成形,是用卷板机对板料进行连续三点弯曲的过程。卷板机有三辊、四辊和卧式、立式之分。卷制温度有冷卷、热卷、温卷之分。分别简述如下。
一般三辊卷板机的工作原理。卷板机的三个辊按正三角形布置,上辊可以升降,下辊用来输送钢板。这种卷板机称为对称式三辊卷板机,它结构简单,价格便宜,在中、小规格容器制造中应用普遍。它的主要不足,是卷板两端各有一段直边不能弯曲。直边段的处理方法∶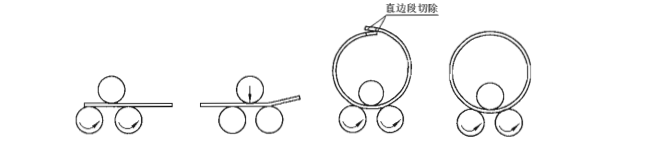
卷制成形,是用卷板机对板料进行连续三点弯曲的过程。卷板机有三辊、四辊和卧式、立式之分。卷制温度有冷卷、热卷、温卷之分。分别简述如下。
一般三辊卷板机的工作原理。卷板机的三个辊按正三角形布置,上辊可以升降,下辊用来输送钢板。这种卷板机称为对称式三辊卷板机,它结构简单,价格便宜,在中、小规格容器制造中应用普遍。它的主要不足,是卷板两端各有一段直边不能弯曲。直边段的处理方法∶
(1)预留直边段待卷圆后将直边段切除。
(2)用曲率适宜的模具在压力机下对直边段进行预弯。
(3)采用曲率适宜且有足够刚性的模板压垫在卷板机上进行预弯。
(4)采用逐点压弯法进行预弯。
(4)采用逐点压弯法进行预弯。
上述各种方法,都需添置设备、工装,增加工艺的复杂性或造成材料的浪费。
想了解更多的关于压力容器生产制造许可证(资质)信息可以经常关注我们
【相关文章】
