服务项目
最新动态
 首页 > 服务项目 > 焊接工艺评定 > 手工电弧焊焊接工艺守则
首页 > 服务项目 > 焊接工艺评定 > 手工电弧焊焊接工艺守则压力容器制造许可证:手工电弧焊焊接工艺守则
1 总则
1.1 本守则适用于我厂一、二类,由碳素钢、低合金钢和不锈钢焊接的中低压容器手工电弧焊操作技术。
1.2 本守则为我厂手工电弧焊焊接工艺指导性通用文件,如图纸中有特殊要求的应以设备的制造工艺卡片为准。
2 焊前准备
2.1 施焊前必须检查电焊机工作正常,地线、火线绝缘可靠,否则不得使用。
2.2 焊条的正确选用。
2.2.1 焊工应根据图纸和工艺卡片所指示的焊条选用。
2.2.2 必要时常用焊条可参考《表1》进行选用。
《表1》压力容器常用焊条选用
|
压力容器常用钢
|
焊条牌号
|
焊条类型
|
|
Q235-AF、Q235-A、10、20
|
J422
|
低碳钢焊条
|
|
Q235-B、20R、20g、20(锻)
|
J426、J427
|
低碳钢焊条
|
|
16Mn、16MnR、
|
J506、J507
|
低合金钢焊条
|
|
15CrMo
|
R307
|
耐热钢焊条
|
|
0Cr18Ni9Ti
|
A132、A137
|
不锈钢焊条
|
2.2.3 必要时不同钢号相焊焊条可参考《表2》进行选用。
《表2》不同钢号相焊焊条选用
|
类别
|
接头钢号
|
焊条牌号
|
|
碳素钢与低合金钢
|
Q235-A+16Mn
|
J422
|
|
20、20R+16MnR
|
J427、J507
|
|
|
碳素钢、低合金钢与耐热钢
|
Q235-A+15CrMo
|
J427
|
|
16MnR+15CrMo
|
J507
|
|
|
碳素钢、低合金钢与不锈钢
|
Q235-A+0Cr18Ni9Ti
|
A302、A312
|
|
20R+0Cr18Ni9Ti
|
A302、A312
|
|
|
16MnR+0Cr18Ni9Ti
|
A302、A312
|
2.2.4 焊条直径的选择
一般情况,根据焊件厚度可参考《表3》选用。
《表3》
|
焊件厚度(mm)
|
≤3
|
4-5
|
6-12
|
>12
|
|
焊条直径(mm)
|
2-3.2
|
3.2-4
|
4-5
|
4-5
|
进行多层焊时,第一层应采用Φ3.2-4mm的焊条,以后各层可根据焊件厚度,选用较大直径的焊条。
不同焊接位置对焊条直径有不同的要求:平焊缝用的焊条直径应比焊接其他位置大一些;立焊时焊条的最大直径不超过5mm;仰焊、横焊用的焊条直径最大不超过4mm。
2.3 焊条的烘干与使用
酸性焊条使用前需进行150-200℃烘干保温1-2小时,碱性焊条使用前需进行300-430℃烘干保温1-2小时,烘好的焊条在使用时立即放入焊条保温筒内,随用随取,剩下的焊条第二天再用时需重新烘干。
2.4 坡口加工完应进行检查,对凹凸不平处应予修整,裂纹、分层、夹渣等缺陷应予清除。
2.5 焊前应将坡口的油、锈脏物等清除干净,坡口两侧10-20mm范围内的氧化皮打磨干净。不锈钢坡口两侧100mm范围内应涂上白粉,防止焊接飞溅沾附在钢板上。
2.6 定位焊必须由合格焊工根据工艺要求来焊接,如出现裂纹、气孔等缺陷应清除后重新焊接。
2.7 装配好的焊件应放在清洁而干燥的场地,严禁焊缝一面放在水泽或带有油污的地方,装配后的焊件搁置时,一般不超过48小时。
2.8 如有焊接试板应装在纵焊缝的输出端,且应保证与工件纵焊缝在一条直线上。
2.9 焊接场地如出现下列任意情况,应采取保护措施,否则严禁施焊。
a:风速>10m/s;
b:相对湿度>90%;
c:下雨;
d:下雪。
2.10 有淬硬倾向的钢材,焊前可参考《表4》的要求进行预热。
《表4》
|
钢号
|
厚度mm
|
预热温度℃
|
|
Q235-AF、Q235-A、10、20、20R、25
|
30-50
|
≥50
|
|
>50-100
|
≥100
|
|
|
>100
|
≥150
|
|
|
16Mn、16MnR、15MnV、
15MnVR
|
30-50
|
≥100
|
|
>50
|
≥150
|
|
|
20MnMo
|
任意厚度
|
≥100
|
|
12CrMo、15CrMo、12CrMoG
|
>10
|
≥150
|
2.11 地线与工件接触要良好,以免造成电弧损伤,另外要做好工作场地和个人的安全措施。
2.12 属于下列情况之一应做出焊接评定后才能施焊:
2.12.1 采用新材料或我厂首次焊接的钢种;
2.12.2 焊接工艺参数改变超出原定的范围;
2.12.3 改变焊接方法;
2.12.4 改变了焊接材料;
2.12.5 需经热处理改善机械性能的,且改变焊后热处理类别。
3 焊接
3.1 凡是从事压力容器制造的焊工,必须持有焊工合格证,并根据考试合格的项目来进行相应位置、相应材料的焊接。
3.2 焊前应按图纸或工艺检查装配是否符合要求,凡不符合要求,焊工有权拒绝施焊。
3.3 焊接规范的合理选择:当图纸或工艺对焊接规范无规定时,可参考手工电弧焊适应的焊接规范《表5》进行选择。
3.4 当采用直流电源时,应用直流反接(工件接负极)。
3.5 焊接层次,如图纸或工艺中有规定一定要严格执行,若无规定,对于中厚钢板均采用多层多道焊。对于低合金高强钢、低温钢、耐热钢等均采用多层多道不摆动焊法。
3.6 采用多层焊时,每焊完一层需彻底清除熔渣,检查焊缝确无缺陷,并在层间温度冷却
到150℃左右,再焊下一层。
3.7 严禁在非焊接区域内引弧,以免损伤焊件表面。
3.8 换焊条时速度应快并应将前道焊的弧坑填满,且搭接长度不宜太长。
3.9 当采用双面焊时,背面要用碳弧气刨清根,电源采用直流反接,刨槽要光滑,宽窄高低要均匀。
3.10 如需在容器上焊接临时吊耳或拉筋等应采用相应的焊条和焊接工艺,用完割去后应将痕迹打磨光滑。
3.11 不锈钢焊接时,应注意以下事项:
a)抗腐蚀性要求高的不锈钢容器,与介质接触的焊缝一般应最后施焊。
b)宜选用小规范和短弧焊接,层间温度不宜高于150℃。
c)碳弧气刨清根时,应严格控制规范,并用砂轮将渗碳层清除。
3.12 焊接结束后应由焊工本人进行彻底清渣并进行外观自检。
3.13 自检认为合格后,由本人按下图所示位置打上焊工钢印。
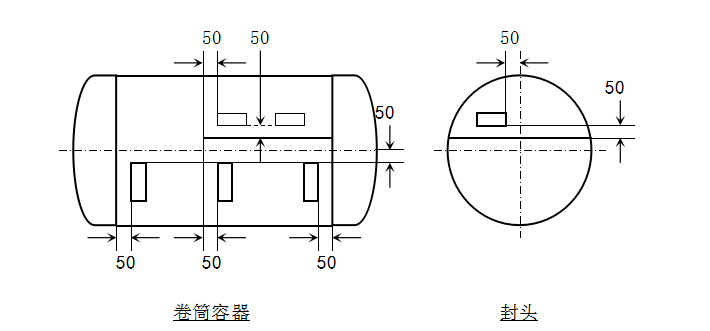
3.14 焊接结束后,应立即将场地打扫干净,将剩余的焊条收好,以备再用。
3.13 自检认为合格后,由本人按下图所示位置打上焊工钢印。
3.14 焊接结束后,应立即将场地打扫干净,将剩余的焊条收好,以备再用。
想了解更多的关于压力容器制造许可证信息可以经常关注我们
【相关文章】
