
服务项目
最新动态
 首页 > 服务项目 > 压力容器制造许可证 > 常用低温压力容器用钢及焊接材料知识点
首页 > 服务项目 > 压力容器制造许可证 > 常用低温压力容器用钢及焊接材料知识点压力容器:常用低温压力容器用钢及焊接材料知识点
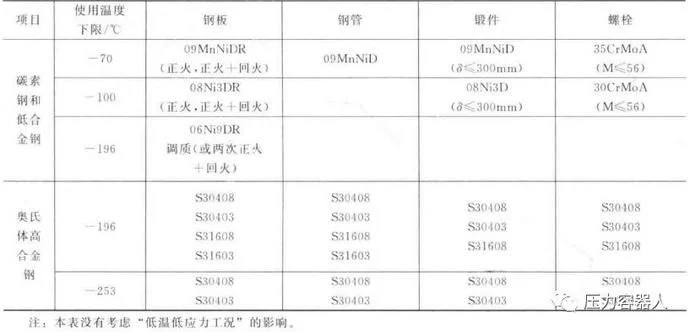
常用低温压力容器用钢见表。
 低温压力容器用钢的焊接材料
低温压力容器用钢的焊接材料(1)基本要求
低温压力容器受压元件或受压元件与非受压元件焊接用焊条电弧焊焊条应选用NB/ T47018.1~47018.7 《承压设备用焊接材料订货技术条件》的低氢碱性焊条。埋弧焊焊剂应选用碱性或中性焊剂。
与低温受压元件焊接的非受压附件焊接接头,当低温下承载较大时,应按受压元件焊接接头同样要求;当承载较小时, 可按可焊性要求,选用相应的焊接材料。
低温压力容器用钢焊接材料的选择必须保证焊接接头含有的有害杂质硫、磷、氧、氮最少,尤其是含镍钢应严格限制杂质含量,因为杂质含量增加,会明显降低焊接接头的韧性。
(2) 铁素体钢
铁素体钢之间的焊接一般应采用铁素体型焊接材料(9 % Ni 钢除外) 。焊接接头的低温冲击试验温度以及焊缝金属、热影响区低温冲击功要求均与母材相同,不得低于母材性能。
铁素体钢之间的异种钢焊接用焊接材料一般按韧性要求较高侧的母材选用。焊接接头金属的冲击试验温度应不高于两侧母材中的较低者。异种钢焊接工艺评定和产品焊接试板的热处理状态应与容器最终使用状态相同,性能检验时应符合下列要求。
① 焊接接头的拉伸和弯曲试验要求按两侧母材中的较低要求。
② 焊接接头金属强度较低侧的热影响区的冲击功要求按较低强度侧母材要求,强度较高侧的热影响区的冲击功要求按较高强度侧母材要求。
(3) 奥氏体钢
奥氏体钢之间的焊接材料选用应符合下列要求。
① 焊缝金属含碳量不大于0.10 % 。
② 焊缝金属的化学成分应符合GB/ T 983《不锈钢焊条》中E0-19-10 、E00-19 -10、E00-23-13和GB 4233《惰性气体保护焊接用不锈钢棒及钢丝》、GB 4242《焊接用不锈钢丝》中H0Cr21Ni10 、H00Cr21Ni10 、H0Cr26Ni21 的要求。
③ 设计温度低于—100℃时,应按NB/ T 47014《承压设备焊接工艺评定》进行焊接接头区的低温夏比(V 形缺口)冲击试验,并符合表13-4 的要求。
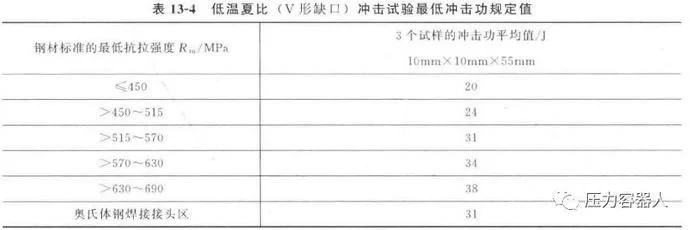
注:试验温度下3 个试样的冲击功平均值不得低于表中的规定值,允许1 个试样的冲击功数值低于表中的规定值,但不得低于规定值的70 %。
(4)铁素体钢与奥氏体钢之间焊接
铁素体钢与奥氏体钢之间的异种钢焊接, 一般应选用Cr23Ni13 或Cr26Ni21 型高铬镍或镍基焊接材料,焊后原则上不再进行消除应力热处理。该类异种钢焊接工艺评定和产品焊接试板应符合下列要求。
①焊接接头抗拉强度不低于两侧母材中最低抗拉强度的较小值。
② 铁素体钢侧热影响区的冲击功应按铁素体钢的抗拉强度,符合表13 - 4 的要求.焊缝金属的冲击功也应符合表13-4 的要求。
③接头应进行侧弯试验,试验方法按NB/T 47016《承压设备产品焊接试件的力学性能》进行。弯曲试验后在拉伸面上的焊缝和热影响区内,沿任何方向不得有单条长度大于3mm 的开口缺陷,试样的棱角开口缺陷不计, 但由于未熔合、夹渣或其他内部缺陷引起的棱角开口缺陷长度应计入。
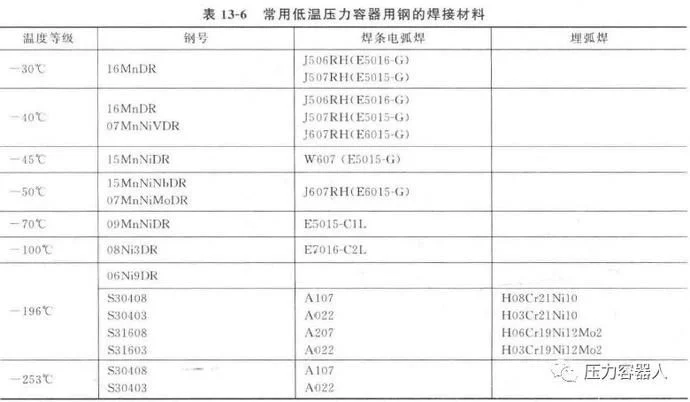
常用低温压力容器用钢的焊接材料
常用低温压力容器用钢的焊接材料见表13 - 6 。
想了解更多的关于压力容器信息可以经常关注我们
【相关文章】
